
En la industria del envasado, el par de apriete de un tapón es uno de los parámetros de calidad más críticos y, sin embargo, uno de los más descuidados. Un tapón mal cerrado expone el producto a la contaminación, a fugas o a un deterioro prematuro. Si se aprieta demasiado, se corre el riesgo de deformar el frasco, dañar el tapón o impedir que el consumidor pueda abrirlo.
Entre estos dos extremos, existe un rango de par aceptable específico para cada referencia de embalaje. Controlarla es garantía tanto de la seguridad del producto como de la satisfacción del usuario final y del cumplimiento de los requisitos normativos. A continuación te explicamos cómo hacerlo.
¿Qué es el par de apriete de un tapón?
El par de apriete es la fuerza de rotación —expresada en newton-metros (N·m)— necesaria para cerrar o abrir un tapón roscado en un frasco, una botella o un tarro.
Hay dos valores fundamentales que hay que controlar:
- El par de apriete (o de cierre): fuerza aplicada durante el taponado en la línea de producción
- El par de desenroscado (o de apertura): fuerza necesaria para abrir el envase, medida en el control de calidad
Estos dos valores no son iguales. El par de apertura es siempre inferior al par de cierre, debido al fenómeno de relajación de los materiales plásticos tras el taponado. Este par de apertura es el que más se controla durante la producción, ya que es el que determina tanto la estanqueidad como la ergonomía del envase.
Los rangos típicos varían en función de los materiales y los sectores: por lo general, se habla de entre 0,5 y 2 N·m para los frascos de PET, y de valores más elevados para los envases de vidrio o los formatos grandes.
¿Por qué hay que comprobar sistemáticamente el par de apriete?
Una cuestión de seguridad del producto
En el sector agroalimentario, un tapón mal cerrado puede romper la cadena de frío, provocar oxidación o comprometer la fecha de caducidad. En la farmacia, una falta de estanqueidad expone el medicamento a la humedad y puede invalidar todo el lote. En el sector de la cosmética, una fuga durante el transporte genera devoluciones costosas y perjudica la imagen de marca.
Un reto normativo
Las buenas prácticas de fabricación (BPF) en el sector farmacéutico exigen una trazabilidad completa de los parámetros de envasado, entre los que se incluye el par de cierre. En el sector agroalimentario, las normas IFS y BRC exigen controles documentados. Sin datos registrados, es imposible demostrar el control del proceso durante una auditoría.
Un problema de variabilidad entre operadores
En las líneas de taponado manual o semiautomático, el par aplicado varía de un operario a otro y de una hora a otra, en función del cansancio o del ritmo de trabajo. Esta variabilidad es la principal causa de incumplimientos. Medirla es objetivarla, y por lo tanto poder actuar sobre ella.
¿Cómo se mide el par de apriete de un tapón?
El medidor de par manual: fiable para bajas revoluciones
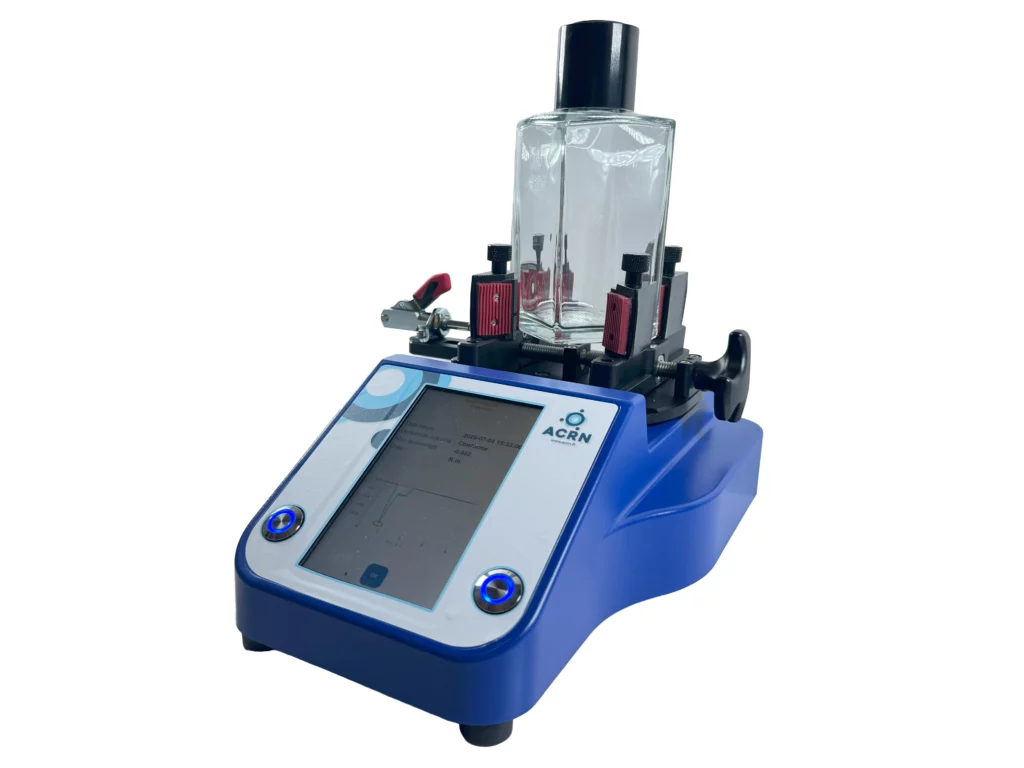
El medidor de par de mesa manual es la herramienta de referencia para el control fuera de línea o en laboratorio. El frasco se coloca en la bandeja del aparato, sujeto por un sistema de sujeción (tacos o mordazas en V), y el operario gira el tapón para leer el par de desenroscado que se muestra en la pantalla.
Fácil de manejar y económico, es ideal para controles por muestreo a un ritmo moderado. Su limitación: el propio gesto del operador introduce una ligera variabilidad en la medición, que conviene regular mediante un protocolo de ensayo preciso.
El medidor de par motorizado: la referencia en cuanto a repetibilidad
Para producciones de alto rendimiento o sectores en los que la repetibilidad es un requisito imprescindible (farmacéutico, cosmético), el medidor de par motorizado es imprescindible. El motor controla la velocidad de rotación de forma constante, lo que elimina la variabilidad debida al operador y garantiza mediciones comparables a lo largo del tiempo.
Este tipo de equipo suele permitir trabajar en varios modos:
- Modo sencillo: atornillado o desatornillado clásico
- Modo avanzado: control por ángulo o por par objetivo
- Modo de calidad: medición del par de apertura seguida de un reajuste al par nominal
Los datos incluyen marca de tiempo, se pueden exportar y permiten elaborar estadísticas de control de procesos (SPC) para gestionar las desviaciones del proceso en tiempo real.
¿En qué punto del proceso debe situarse el control?
El control del par de apriete puede realizarse en tres momentos:
- En la entrada de producción: comprobación de la conformidad de los tapones recibidos
- Durante la producción: muestreo periódico para detectar desviaciones en la taponadora
- Nota final: validación antes del envío
En la práctica, la combinación de un control durante la producción (con una frecuencia definida según el plan de control) y un control final es el método más eficaz para garantizar la conformidad de todo el lote.
¿Qué normas regulan la medición del par de apriete?
Existen varias normas y estándares que definen los métodos de medición del par de apriete en los envases:
- ASTM D3470: método de medición del par de desprendimiento para tapones de rosca
- ASTM D3474: método alternativo para cierres continuos
- ISO 13127: método de ensayo para envases de difícil apertura
- Recomendaciones de la CETIE: norma internacional para el envasado de líquidos
Estas normas definen las condiciones de ensayo: velocidad de rotación, número de mediciones, modo de sujeción del recipiente y forma de expresar los resultados. Es imprescindible cumplir con estos métodos cuando sus clientes o contratistas le soliciten informes de medición que puedan servir de base para reclamaciones.
Los medidores de par ACRN están diseñados para cumplir con estos requisitos normativos, con modos de funcionamiento configurables según la norma aplicable a su sector.
¿Qué equipamiento elegir según tu situación?
La elección del equipo depende de tres criterios principales: el volumen de control, los requisitos de repetibilidad y la necesidad de trazabilidad.
Se realizan controles por muestreo en laboratorio, con poca frecuencia → Basta con un medidor de par de mesa manual. Cubre la mayor parte de las necesidades de control de calidad de entrada o puntual, con una inversión controlada.
Si trabaja en una línea de producción de alto rendimiento o tiene grandes exigencias en cuanto a la repetibilidad → El medidor de par motorizado es imprescindible. Elimina la variabilidad debida al operador y permite integrar el control directamente en el flujo de producción.
Si tiene la obligación de mantener un registro documentado → Elija un equipo con función de exportación de datos, memoria de mediciones y estadísticas integradas. Algunos modelos permiten una conexión directa con su sistema de gestión de calidad (LIMS, ERP).
Si gestiona numerosas referencias de tapones de diferentes tamaños → Compruebe la compatibilidad del sistema de sujeción: las soluciones con tacos ajustables o mordazas en V se adaptan a una amplia gama de diámetros sin necesidad de cambiar de herramienta.
Conclusión
El par de apriete de los tapones es un parámetro de calidad que no se puede improvisar. Su dominio se basa en tres pilares: un método de medición definido, un equipo adaptado a su ritmo de trabajo y una frecuencia de control integrada en su plan de calidad.
ACRN diseña y fabrica en Francia medidores de par manuales y motorizados adaptados a todos los sectores del envasado, desde el sector agroalimentario hasta el farmacéutico, pasando por el cosmético. Nuestros equipos técnicos pueden ayudarle a definir los rangos de par aceptables y a elegir el equipo más adecuado para su proceso.
¿Desea implantar o mejorar la fiabilidad de su sistema de control del par de apriete?
Póngase en contacto con nuestros expertos →
Descubre también: